PLC行业网
>
工控
>
三菱伺服
>
东菱伺服在冷轧带肋钢筋拉直设备上的应用
2012-03-28 13:21未知www.plcs.cn234次
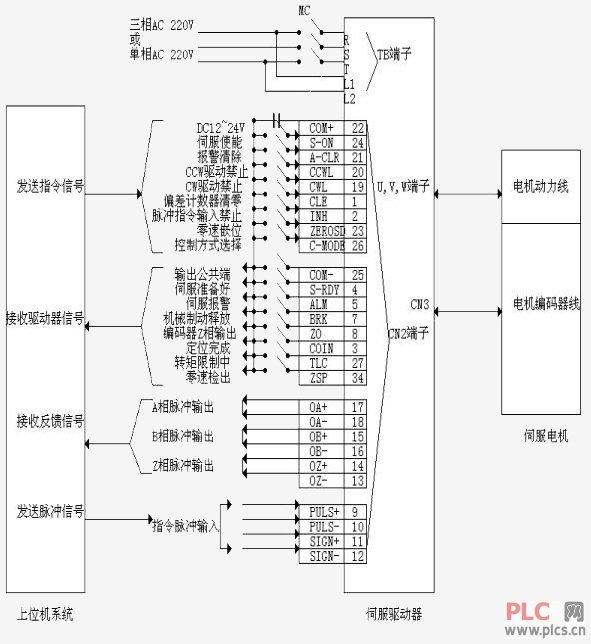
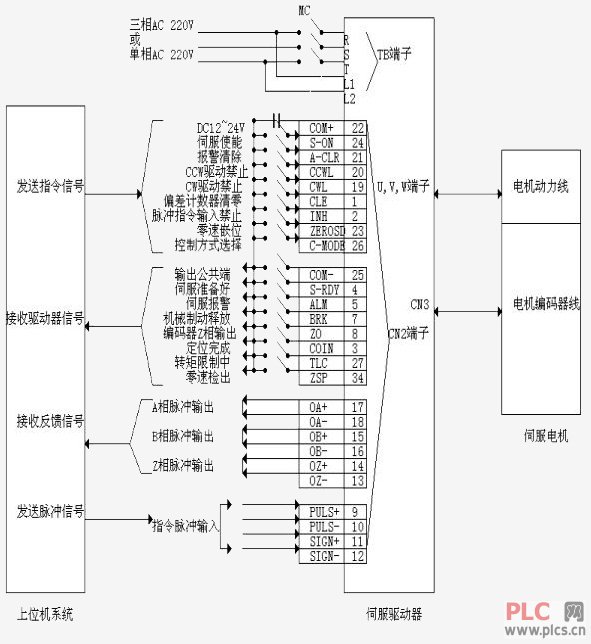
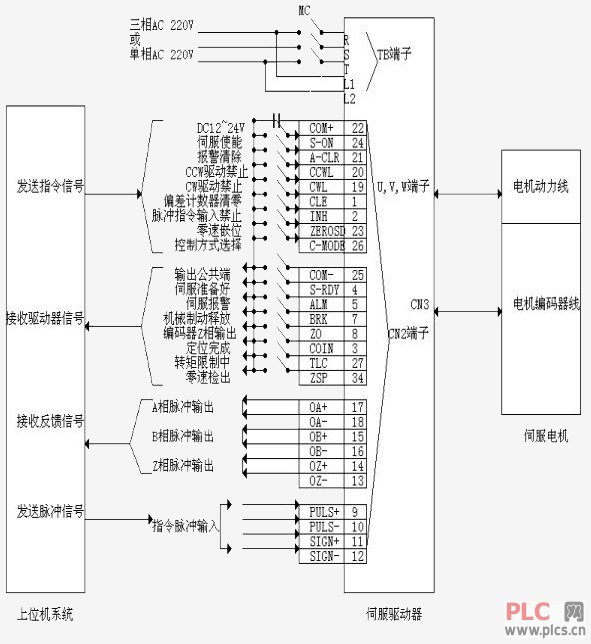
一、 概述冷轧带肋钢筋生产线轧出的产品为“冷轧带肋钢筋”,冷轧带肋钢筋是指用热轧圆盘条,经冷轧减径后,在其表面轧出肋纹的钢筋,直径一般为5MM,俗称小螺纹,主要用于各种现浇板,强度比一级钢高得多。它是热轧圆盘条的深加工产品,是一种新兴高效建筑钢材。二、工艺简介首先将待加工的原钢筋通过变频电机、拉丝粉的设备拉直,然后过冷轧设备轧出所需的小螺纹,然后经过应力消除的装备使其应力去除并拉直。最后一步就是通过2个接近开关(一个为启动,另一个为停止)来控制伺服驱动器的启停,切取所需长度的带肋钢筋。三、 设备组成在冷轧带肋钢筋设备上,由变频电机负责将原先卷在一起的钢筋拉直,然后通过拉丝设备、轧钢设备等轧出所需螺纹,然后通过应力消去设备,最后通过伺服设备切取所需长度的钢筋。驱动器具体工作流程如下:(1)在不适用PLC的情况下,依靠2个接近开关来控制机器的启停。启动开关,在感应到钢筋时,伺服启动,电机运动。停止开关,当做其感应到切盘转到位置使给停止信号(CN2-23),伺服停止。(2)点动信号(CN2-2)和启动信号(CN2-1)分开处理。(3)使用伺服直接控制,由伺服提供内部速度。工作过程:上电后,变频电机往前送料,到作为启动开关的接近开关时,给伺服信号,伺服器启动,由伺服电机带动机器的盘刀固定旋转一圈,始终停在一个位置,此位置由作为停止开关的接近开关来控制(就是在停止开关感应到信号时让伺服停止)。送料速度6米/秒,盘刀速度20米/秒,转化为伺服电机转速约为1300转/分以上。建议使用内部速度,可调节转速。在盘刀到停止位置时没有停止,而继续转动的情况,做一个保护,就是当伺服电机在工作中连续转动超过20圈时,伺服报警(机械齿轮比为6/35,1/9),2个NPN接近开关控制电机启停。四、 控制线(CN2)接线图与伺服参数设置1)控制线(CN2)接线图
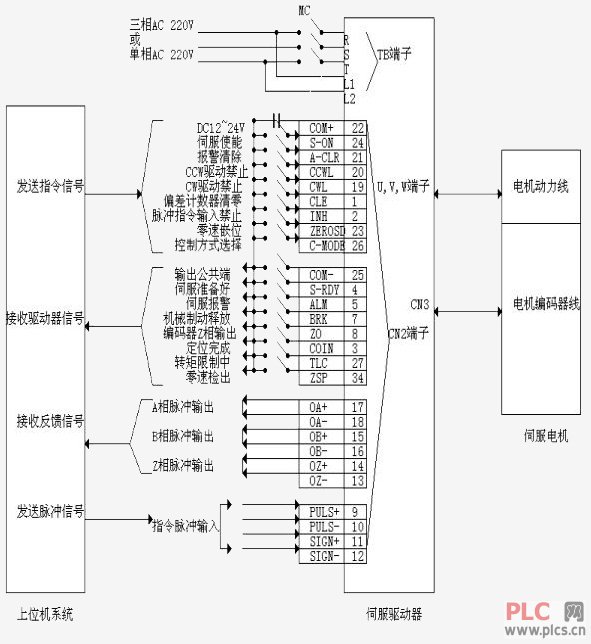 2)参数设置说明:P4=0(控制方式选择,0:位置控制);P9=22(电机型号选择);P131=1350(启动速度);P132=300(减速速度);P150=2(启动信号有效一次后,多少秒时间后第二次生效);P151=140(表示电机转14圈);P152=200(表示超过20圈后10号报警)DP34(显示计的圈数)CN2接线如图:
五、 调试与注意事项1)调试步骤:A、正确接好电机动力线(U、V、W、PE),编码器线(CN3),电源线(L1、L2、R、S、T),根据要求接好上位机控制线(CN2);B、低速空载运行一下电机,看电机运转是否正常C、根据要求设置好伺服驱动器的相关参数D、完成上述步骤后,再运行一下电机,看电机声音是否正常,电机转速是否满足客户要求;(可通过调节:PA131、PA133、PA150)E、调节后试做一样品看是否满足要求,样品不是很满意时可重复D步骤,直到加工出的样品满足要求。2)注意事项:A、接动力线(U、V、W)时,一定要一一对应接到U、V、W端子上。不能通过改变U、V、W相序来改变电机方向,可通过调节参数来该变电机方向。B、接控制线(CN2)时,伺服一定要有一端接屏蔽线,避免外界对控制信号的干扰。C、布线一定要合理,交直流电源要严格分开,控制线要与电机动力线、电源线严格分开。3)结果:经过客户的试用,加工出来的产品都符合客户需求,各项指标都达到要求,同时还提高了生产效率。六、 故障与排除方法故障:冬天,天气寒冷,每天第一次运行伺服电机会出现速度达不到正常的工作速度。排除方法:速度达不到正常工作速度,是因为与伺服电机轴所连接的齿轮传动结构中的轮滑油,由于天气的原因粘稠度变大,可点动运行伺服电机,直至轮滑油搅拌均匀,即可达到正常工作速度。七、 总结此冷轧带肋钢筋拉直设备充分结合了东能伺服EPS2系列的响应快、定位精确、运行平稳等优点。经过客户的试用,加工出来的产品都符合客户要求,绕线精度高,排线紧密,换向柔和,各项指标都达到要求,同时还提高了生产效率,使客户达到最大满意度。此设备向客户充分展示了东能伺服的优势,同时也提高了绕线机设备在市场上的竞争力。
2)参数设置说明:P4=0(控制方式选择,0:位置控制);P9=22(电机型号选择);P131=1350(启动速度);P132=300(减速速度);P150=2(启动信号有效一次后,多少秒时间后第二次生效);P151=140(表示电机转14圈);P152=200(表示超过20圈后10号报警)DP34(显示计的圈数)CN2接线如图:
五、 调试与注意事项1)调试步骤:A、正确接好电机动力线(U、V、W、PE),编码器线(CN3),电源线(L1、L2、R、S、T),根据要求接好上位机控制线(CN2);B、低速空载运行一下电机,看电机运转是否正常C、根据要求设置好伺服驱动器的相关参数D、完成上述步骤后,再运行一下电机,看电机声音是否正常,电机转速是否满足客户要求;(可通过调节:PA131、PA133、PA150)E、调节后试做一样品看是否满足要求,样品不是很满意时可重复D步骤,直到加工出的样品满足要求。2)注意事项:A、接动力线(U、V、W)时,一定要一一对应接到U、V、W端子上。不能通过改变U、V、W相序来改变电机方向,可通过调节参数来该变电机方向。B、接控制线(CN2)时,伺服一定要有一端接屏蔽线,避免外界对控制信号的干扰。C、布线一定要合理,交直流电源要严格分开,控制线要与电机动力线、电源线严格分开。3)结果:经过客户的试用,加工出来的产品都符合客户需求,各项指标都达到要求,同时还提高了生产效率。六、 故障与排除方法故障:冬天,天气寒冷,每天第一次运行伺服电机会出现速度达不到正常的工作速度。排除方法:速度达不到正常工作速度,是因为与伺服电机轴所连接的齿轮传动结构中的轮滑油,由于天气的原因粘稠度变大,可点动运行伺服电机,直至轮滑油搅拌均匀,即可达到正常工作速度。七、 总结此冷轧带肋钢筋拉直设备充分结合了东能伺服EPS2系列的响应快、定位精确、运行平稳等优点。经过客户的试用,加工出来的产品都符合客户要求,绕线精度高,排线紧密,换向柔和,各项指标都达到要求,同时还提高了生产效率,使客户达到最大满意度。此设备向客户充分展示了东能伺服的优势,同时也提高了绕线机设备在市场上的竞争力。
|
本文原创来源:电气TV网,欢迎收藏本网址,收藏不迷路哦!